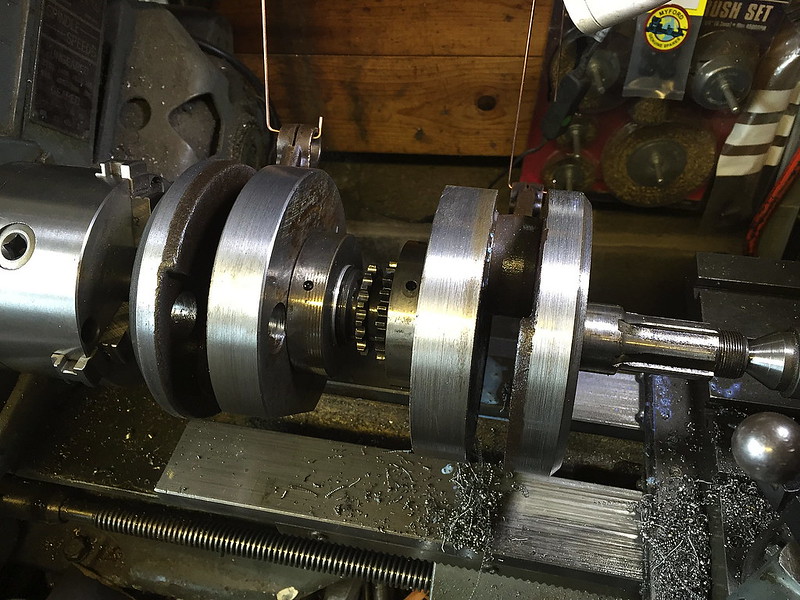
I mounted the crank between centres in my lathe and took dial gauge readings from the wheels and shafts. It should really be done with the crank centre bearings sitting on Vee-blocks but I wanted to take a skim off the rusty crank wheels so that I could get a good reading on the dial gauge.
I measured all of the spacings between wheels so that I could refer tho this when putting things back to gather.
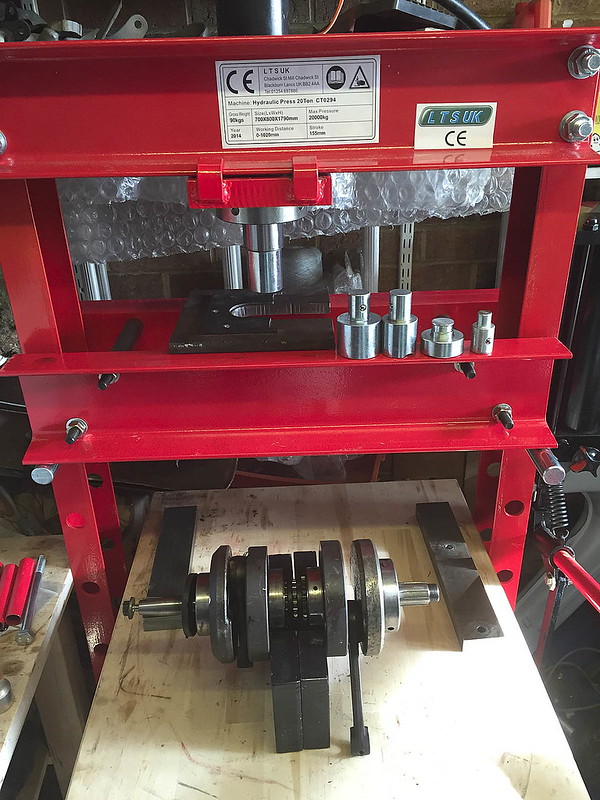
Then I loaded the crank into a fixture I had made to support the outer flywheels and put that in my little press.
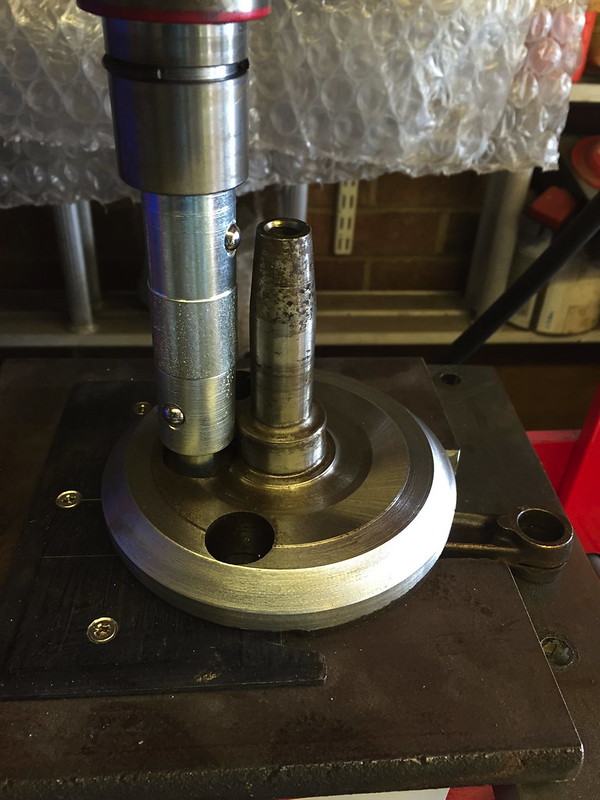
I pressed off the alternator side first and this gave way at about 4-5 tons on the press. It goes with a nice loud 'crack' when it gives away but pushed out steadily after that.
The other side got to about 8-9 tons before it went but it did go.

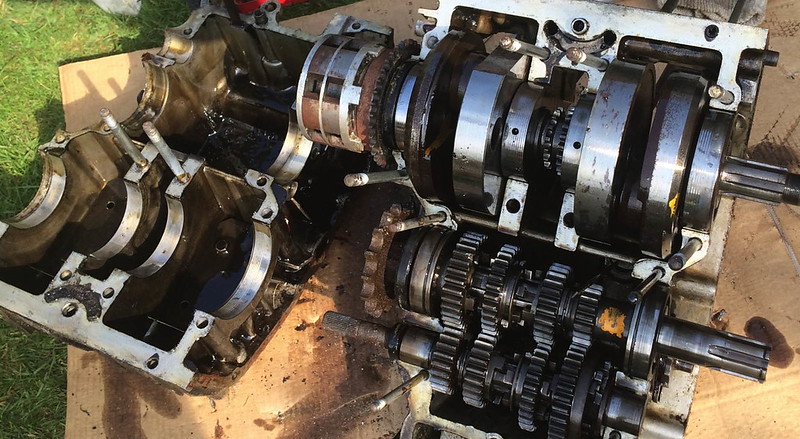
The inside of the centre wheels looked nasty but the big-end pins looked pretty decent once the rod and cage were gently pulled away.
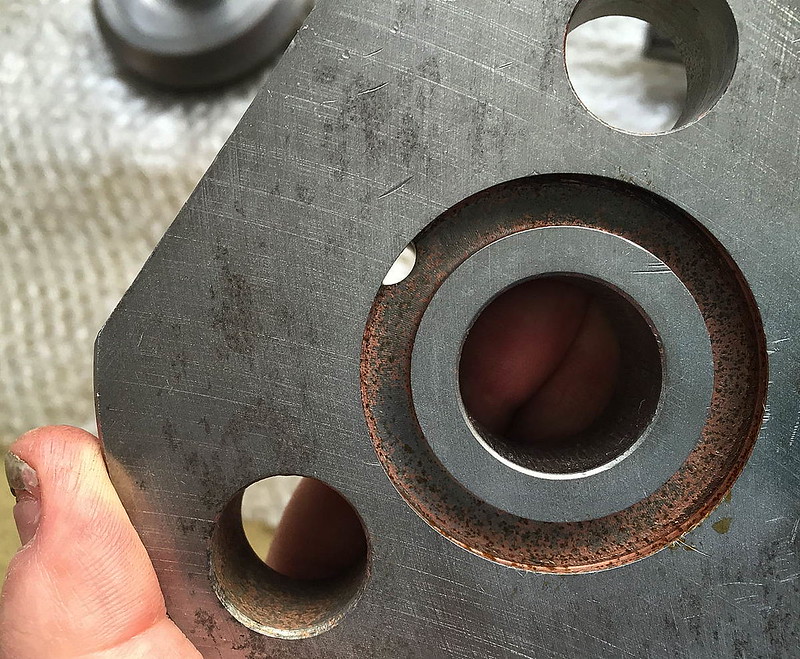
Tim encouraged me to pull out the big end oilway blanking plugs and I did this by drilling and tapping M6 then making a little extractor with an M6 bolt and a little spacer.

When I put an M8 drill in there I could immediately feel the dirt in the hole.

The crank pin runs at a larger radius than the oil filter so this is where dirt goes before it gets to the oil filter. Not a great place to store dirt in an engine......

When I tried to push out the centre pin, I discovered that my 10T press wasn't man enough. At 10T each side moved a tiny amount and then gave up. No amount of heat, dead-blow hammering, would coax the pin out so I had to give up. I have since ordered a 20T press as I am determined to do this job through to completion.
In the meantime, I set about cleaning and checking the parts. The big end of the rods looks OK but the small ends are very slack so I need to do something there.

I managed to buy a large quantity of rollers for the big end but they are 2.5 x 13.8 rather than 2.5 by 13.5 that is required. I am going to lap the ends to shorten the rollers and for that purpose I have made a little lapping fixture to lap a quantity all at one time. The block is sized to the length I need then a flat cap is screwed to the block to make sure that all the rollers end up the same length.
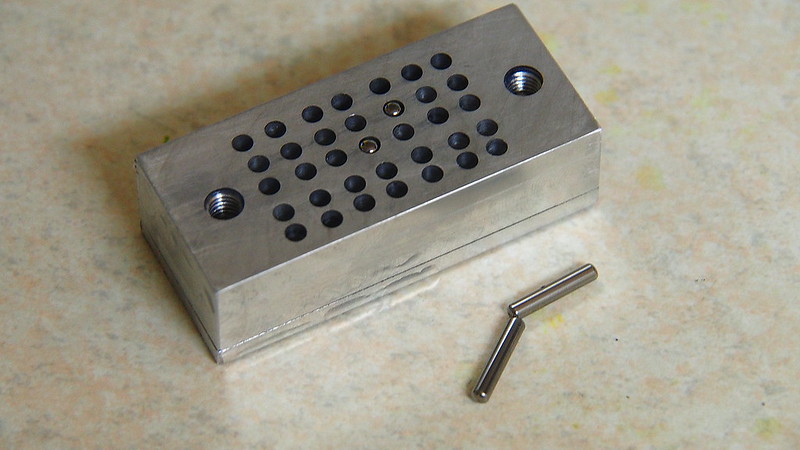
I'll let you know if that works.....
G